+ 86-574-87883895
Калі праектаванне алюмініевых вырабаў для ліцця пад ціскам, важна ўлічваць розныя фактары, каб забяспечыць лепшыя вынікі. У гэтым кіраўніцтве даюцца 12 парад па вытворчасці высакаякаснай прадукцыі дэталі алюмініевага ліцця пры разглядзе перадавых практык Design for Manufacturing (DFM):
Выберыце прыдатныя алюмініевыя сплавы: Розныя алюмініевыя сплавы маюць розныя ўласцівасці, таму выбар правільнага сплаву мае вырашальнае значэнне для дасягнення максімальнай трываласці і цэласнасці. Папулярныя варыянты ўключаюць A380, A383 і A413 дзякуючы іх трываласці, устойлівасці да карозіі і стабільнасці памераў.
Таўшчыня сценкі: Падтрыманне аднолькавай таўшчыні сценкі па ўсёй адліванай дэталі паляпшае цэласнасць адліўкі. Пазбягайце рэзкіх змяненняў таўшчыні сценак і праектуйце сцены, якія не будуць ні занадта тоўстымі, ні занадта тонкімі, каб забяспечыць аптымальнае астуджэнне і вагу.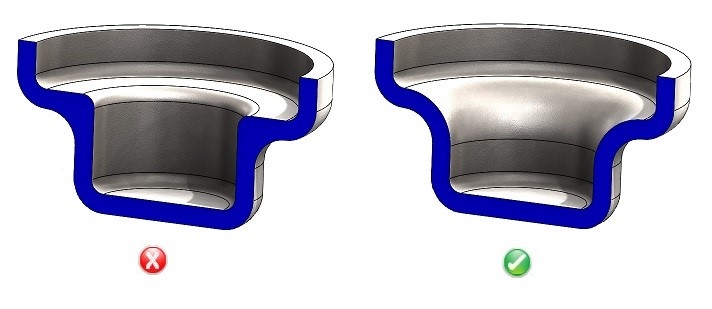
Лінія падзелу: Лінія падзелу - гэта месца, дзе сустракаюцца дзве паловы кубіка. Пазбягайце размяшчэння элементаў прадукту ўздоўж лініі падзелу, каб спрасціць працэс праектавання і вытворчасці.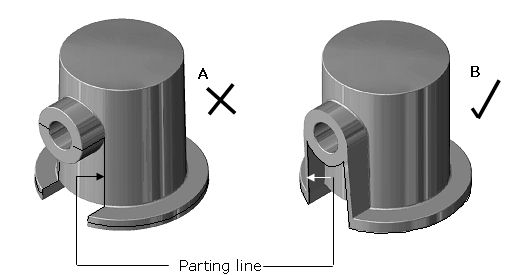
Куты скразняку: Уключыце вуглы цягі, каб лёгка выняць алюмініевую частку са штампа. Звычайна дастаткова вугла цягі ў 1-2 градусы.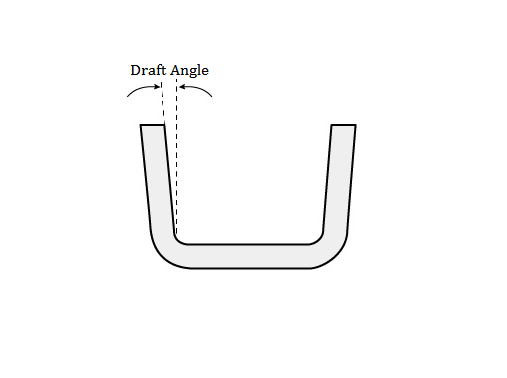
Штыфты эжектора: Улічвайце размяшчэнне штыфтоў эжектора, якія дапамагаюць выштурхоўваць адліўку з формы. Размясціце штыфты эжектора на трывалых элементах канструкцыі і пазбягайце прамога кантакту з касметычнай паверхняй адліўкі.
Закругленні і радыусы: Выкарыстоўвайце закругленні і радыусы, каб спрыяць больш гладкаму цячэнню металу, палепшыць структурную цэласнасць і ліквідаваць вострыя куты. Уключыце іх на скрыжаваннях і забяспечце адпаведныя вуглы ўхілу.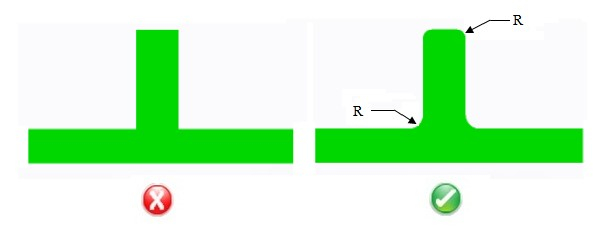
Падрэзы: Пазбягайце падрэзаў, бо яны павялічваюць складанасць і кошт. Калі патрэбныя падрэзы, мінімізуйце іх колькасць і не размяшчайце іх пад выступамі, каб забяспечыць паспяховае выкід адліўкі.
Босы: Правільна спраектуйце ўтулкі з дастатковай цягай, вялікімі галёнкамі і аднолькавай таўшчынёй сценкі для палягчэння патоку расплаўленага металу і прастаты вырабу.
Рэбры: Рэбры могуць павялічыць калянасць і сілу, але выкарыстоўвайце іх разумна, каб прадухіліць канцэнтрацыю стрэсу. Рэбры з полымі ўчасткамі могуць забяспечыць трываласць пры мінімізацыі сітаватасці.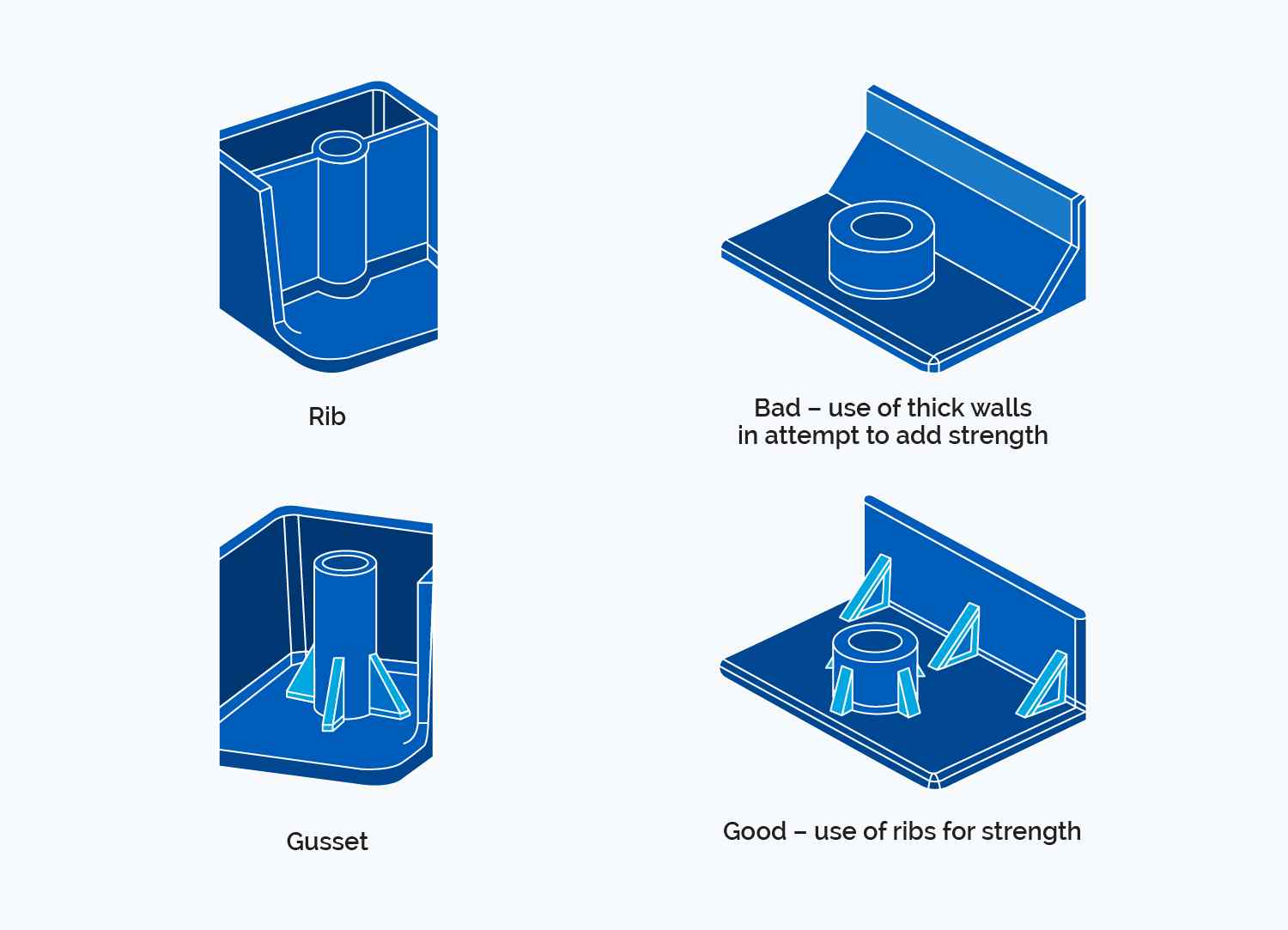
Адтуліны і вокны: Праектуйце адтуліны і вокны старанна, каб забяспечыць аптымальную тэхналагічнасць. Улічвайце памер і блізкасць адтулін і выкарыстоўвайце меншыя вокны, каб захаваць цэласнасць злепка.
Усаджванне: Пры астуджэнні і застыванні непазбежная ўсаджванне. Улічвайце ўсаджванне ў працэсе праектавання і разгледзьце магчымасць выкарыстання металаэканомных стрыжняў, больш тонкіх секцый, націскных шпілек і рэбраў для памяншэння сітаватасці ўсаджвання.
Параметры зборкі: Выбірайце прыдатную тэхніку зборкі ў залежнасці ад складанасці адлітыя пад ціскам дэталі. Варыянты ўключаюць наразанне разьбы, мацаванне, зварку, апрацоўку адтулін і зборку металу пад ціскам.
Каб ажывіць дызайн алюмініевага ліцця пад ціскам, вельмі важна працаваць з такім аўтарытэтным вытворцам, як Fuerd. Яны могуць дапамагчы ператварыць ваш дызайн у высакаякасныя алюмініевыя вырабы, адлітыя пад ціскам.
NINGBO FUERD МЕХАНІЧНАЕ ЛТД
Вэб-сайт: https://www.fuerd.com