+ 86-574-87883895
FUERD Casting з'яўляецца 35-гадовым вопытам пастаўшчыка рашэнняў для гравітацыйнага ліцця пад ціскам у Кітаі. Мы прапануем высокую каразійную ўстойлівасць і высокую цвёрдасць усіх гатовых вырабаў. У нас ёсць добра структураваная ліцейная цэх з адданай камандай экспертаў, дзякуючы якой мы вылучаемся. Каб задаволіць і падтрымаць вашы патрабаванні, нашы адданыя сваёй справе інжынеры і супрацоўнікі гатовыя дапамагчы вам задаволіць вашыя патрэбы. Мы нават можам прапанаваць лепшы метад, матэрыял і ўсе сродкі аздаблення паверхні для найлепшага выніку вашых прыкладанняў.

Ningbo Fuerd прапануе шырокі спектр алюмініевых кампанентаў, такіх як ўпускны калектар, радыятар, колы, корпусы рэдуктараў, фітынгі для трубы, корпусы для ўпырску паліва і дэталі аўтамабільнага рухавіка з алюмініевага сплаву.
 |
 |
 |
 |
|
Канчатковая ўпакоўка ўпускнога калектара |
Ліццёвая форма впускного калектара |
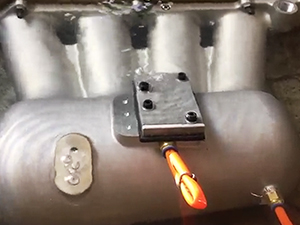
Выпрабаванне ціскам паветра ўпускнага калектара |
Кваліфікаваць частку впускного калектара |
Апісанне працэсу:
Пастаяннае ліццё ў форме таксама называюць: ліццё пад ціскам, ліццё пад пясок, ліццё пад нізкім ціскам.
У параўнанні з ліццём пад ціскам: дэталі для гравітацыйнага ліцця маюць добрыя механічныя ўласцівасці. Паколькі яны маюць нізкую сітаватасць, чым алюмініевыя часткі для ліцця пад ціскам. Акрамя таго, механічныя ўласцівасці алюмініевай адлівачнай часткі для пастаяннай формы могуць быць дадаткова палепшаны пры дапамозе тэрмічнай апрацоўкі.
Працэдура ліцця пад нізкім ціскам выкарыстоўваецца для вытворчасці впускного калектара алюмінія.
Гравітацыйнае ліццё з алюмінія таксама можа быць аднесена да гравітацыйнага ліцця пад ціскам алюмінія, гравітацыйным ліццём з алюмініевай металічнай формы альбо ліццём з пастаяннай алюмініевай формай. Мы гаворым пра адзін і той жа працэс ліцця алюмінія.
Гравітацыйным ліццём партыйнага алюмінія можна кіраваць ручной працай альбо машынамі для гравітацыйнага ліцця. З-за нізкай кошту працоўнай сілы, у асноўным ліцейныя вырабы гравітацыйнага ліцця ў Кітаі апрацоўваюць такі працэс ліцця ручной працай без якіх-небудзь памочнікаў.
 |
 |
 |
 |
|
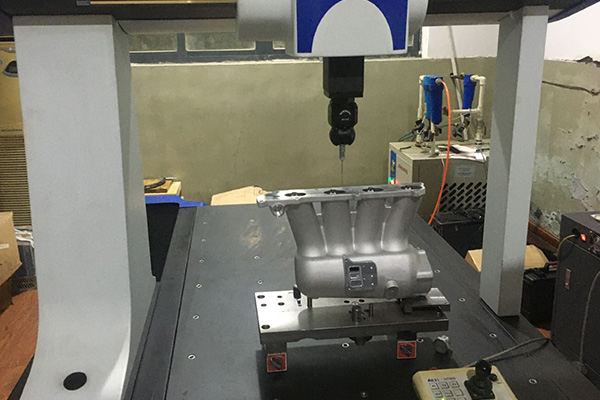
Інспекцыя ШМ ўпускнага калектара |
Адліўка з пясочным стрыжнем |
Пясчаная форма асновы впускного калектара |
Адладка впускного калектара |
Для нашых кліенцкіх службаў наступным чынам:
1. Атрыманне чарцяжа альбо ўзору ад кліента
Мы можам зрабіць частку ў адпаведнасці з малюнкам або ўзорам ад кліентаў. Наша праграмнае забеспячэнне ўключае UG / SOLIDWORKS / PROC E / CAD. Таксама мы можам перапрацаваць дэталь, калі патрабуецца кліент.
2. Выраб інструмента
Мы адправім кліентам PPT, паказаўшы, як мы працуем над інструментам. Непасрэдна, каб паказаць аналіз патоку цвілі. Інструментальным матэрыялам з'яўляецца сталь1045 або Н13.
3. Награванне формы і падрыхтоўка расплаўленага алюмініевага сплаву
Калі мы скончым форму, мы збярэм форму для гравітацыйнага ліцця на гравітацыйнай машыне для ліцця пад ціскам, каб раздрукаваць дэталі, расплаўлены алюміній застыгне вельмі хутка, і ён не можа добра запоўніць паражніну, калі форма не вельмі гарачая, таму мы будзем зрабіце нагрэў формы перад адлівам, часта вакол 300 ℃; У той жа час, мы павінны расплавіць алюмініевы сплаў і дэгазаваць азотам, каб кантраляваць сітаватасць пасля ліцця, тэмпература алюмінія таксама павінна быць пад кантролем
4. Распыленне пакрыцця на паражніну і заліванне расплаўленага алюмінія
Пакрыццё можа зрабіць паверхню паражніны роўнай, значна лепш палепшыць паверхню ліцця, павысіць вогнеўстойлівасць формы і палепшыць тэрмін службы інструмента.
Устаўце стрыжань у паражніну і прадзьмухце паражніну паветраным распыляльнікам, каб гарантаваць ачышчэнне паражніны, затым пастаўце экран фільтра на засаўку і заліце расплаўлены алюміній у паражніну.
5. Атрыманне часткі
Пасля таго як алюміній астыне, адкрыйце форму і выштурхніце дэталь.
 |
 |
 |
 |
|
Смаляны пясочны стрыжань впускного калектара |
Працэс стрыжня смалянага пяску |
Ліццё пад ціскам |
Машына для гравітацыйнага ліцця |
 |
|||
|
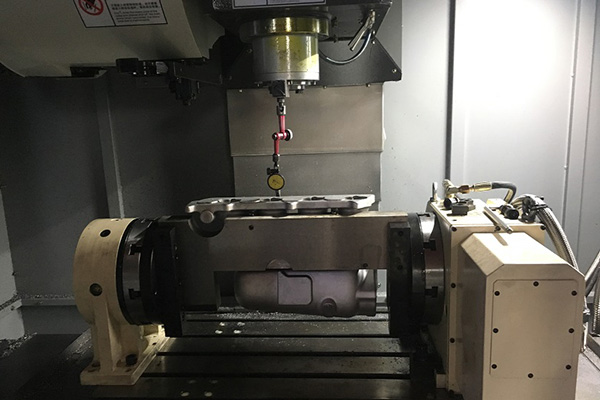
ШМ інспекцыя |
|
|
|
НАШ АЛЮМІНІЙ
ПАСЛУГІ ГРАВІТАЦЫЙНАГА ЛІЦЦЯ
Каэфіцыент выпуску штампа: Гэты фактар дапамагае астудзіць паверхню штампа пры выдаленні металічнай часткі. Гэта робіць паражніну штампа гатовай да фарміравання наступнага кампанента.
Заліванне металу: Пасля нанясення пакрыццяў расплаўленыя сплавы заліваюцца ў каналы, якія змяшчаюць розныя паражніны і дазваляюць ім правільна запаўняць пустэчы. Механічныя прылады выкарыстоўваюцца для залівання расплаўленых металаў у формы або ўручную з дапамогай сталёвых каўшоў.
Дэталі для выпуску: Створаныя дэталі астуджаюцца з дапамогай цеплаадводу. Калі яны ўжо астылі, вызваляючы дэталь адбываецца механічна або аператар адкрыцця плашкі. Пасля гэтага адліўка застывае і выдаляе бегунок і засаўкі, якія запаўняюць вадкі метал ўнутры паражніны.

алюміній: Алюмініевы сплаў з'яўляецца кампенсацыйным матэрыялам, даступным для гравітацыйнага ліцця пад ціскам. Ён адрозніваецца выдатнай устойлівасцю і цвёрдасцю, тонкімі сценкамі, устойлівасцю да карозіі і меншай вагай
цынку: Цынкавы металічны матэрыял дазваляе лёгка ліць пад ціскам, што забяспечвае высокі ўзровень ударатрываласці. Гэты матэрыял таксама забяспечвае меншы кошт, лёгкае пакрыццё, выдатную пластычнасць і нізкія ўдары.
Магній: Магній валодае незвычайнай трываласцю дзякуючы сваёй вазе і лёгкасці рэзкі. Гэты металічны матэрыял мае перавагі, што робіць яго больш прыдатным для механічнай апрацоўкі.
Чыгун: Чыгун з'яўляецца запатрабаваным матэрыялам для вытворчасці труб і аўтамабільных кампанентаў, такіх як дэталі цыліндраў і карпусы каробак перадач. Гэты металічны сплаў мае адносна нізкую тэмпературу плаўлення, зносаўстойлівасць і здольнасць ліцца, як пясчанае і машыннае ліццё.
медзь: Медныя сплавы вядомыя сваёй высокай цвёрдасцю, устойлівасцю да карозіі і выдатнымі механічнымі ўласцівасцямі. Гэты металічны сплаў таксама мае высокую ўстойлівасць да зносу, стабільнасць памераў і трывалыя характарыстыкі, амаль падобныя на сталь.
асвятленне: Свяцільні, корпуса і панэлі кіравання
электроніка: Бытавая электроніка, Hi-Fi абсталяванне, інструменты, карпусы і г.д.
медыцына: Бальнічнае абсталяванне, каробкі перадач і хірургічнае абсталяванне
Аўтамабільныя дэталі: Кампаненты рухавікоў, дэталі цыліндраў, электроннае і структурнае абсталяванне, каробкі перадач і інш.
абарона: Ваенная прамысловасць патрабуе прайграваных кампанентаў для назірання, узбраення і г.д.

Мы прафесіяналы ў індывідуальным і нестандартным працэсе гравітацыйнага ліцця пад ціскам, ЧПУ або працэсе фармавання. Кліенты могуць атрымаць доступ да наладкі прадукту з дапамогай розных матэрыялаў пасля апрацоўкі ў адпаведнасці з функцыянальнымі патрэбамі адліўкі. Мы прапануем шырокі спектр рашэнняў для ліцця пад ціскам, такіх як ліццё пад высокім ціскам, ліццё пад ціскам пад ціскам, ліццё пад ціскам пад ціскам, ліццё ў пясок і г. д. Мы старанна разглядаем кожны праект ад дызайну да пастаўкі. Мы таксама прапануем парашковае пакрыццё, анадаванне, афарбоўку і зборку.

Мы імкнемся пастаўляць нашым кліентам дэталі для гравітацыйнага ліцця з алюмінія самай высокай якасці з дадатковым абслугоўваннем. Нашы адлітыя пад ціскам кампаненты заўсёды захоўваюць вялікую гнуткасць у вытворчасці і дастаўляюцца ў адпаведнасці з графікам адгрузкі, што забяспечвае высокую задаволенасць кліентаў.
Мы заўсёды выкарыстоўваем перадавыя тэхналогіі і лепшыя матэрыялы для вытворчасці алюмініевых дэталяў гравітацыйнага ліцця. Як вядомы і надзейны пастаўшчык алюмініевага ліцця пад сілу, мы працуем з кліентамі па ўсім свеце.
Гравітацыйнае ліццё пад ціскам - гэта пастаянны працэс ліцця пад ціскам. Гэты працэс мае празмерную хуткасць, чым фарміраванне алюмініевага пяску. Такім чынам, ён прапануе мноства пераваг, у тым ліку верагоднасць дробнага памеру збожжа і нізкай сітаватасці газу, якія могуць быць дасягнуты.
Гэты працэс сапраўды працуе для ліцця пад ціскам лёгкіх сплаваў і металаў. FUERD - адзін з першых працэсаў, распрацаваных для гэтага прыкладання.
Больш за тое, працэс можна цалкам аўтаматызаваць. Гэта стварае высакаякасныя і шчыльныя адліўкі з цудоўнымі механічнымі характарыстыкамі, такімі як калянасць і трываласць. Такім чынам, ён вельмі ідэальны для патрабавальных матарызаваных прыкладанняў.
Калі ваш бізнес сканцэнтраваны на ліцці любых металічных дэталяў для аўтамабіляў, будаўніцтва і іншых прымянення, абсталяванне для гравітацыйнага ліцця пад ціскам і яго гатовая прадукцыя ад FUERD выдатна падыдзе вам.












