Дэфекты алюмініевага ліцця пад ціскам
Танкасценныя дэталі вялікай плошчы часта сустракаюцца пры вытворчасці ліцця пад ціскам з алюмініевага сплаву. У сувязі з канструктыўнымі асаблівасцямі тонкасценных вырабаў вялікай плошчы ў вытворчасці часта сустракаюцца дэфекты ліцця пад ціскам, што зніжае ўзровень кваліфікацыі вырабаў. Прычыны дэфектаў ліцця пад ціскам аналізаваліся з пункту гледжання
працэс ліцця пад ціскам параметры, структуру прэс-формы і інш., а таксама былі прапанаваны меры па ліквідацыі дэфектаў.
На ранніх стадыях вытворчасці ўзровень кваліфікацыі складае ўсяго каля 20%. За кошт паляпшэння структуры прэс-формы і аптымізацыі параметраў працэсу ўзровень кваліфікацыі быў павялічаны да 95%.
Недастатковы абрашэнне
1. Прычынны аналіз
Асноўная прычына - дрэнная цякучасць расплаву алюмініевага сплаву, якая ўключае тэмпературу расплаву, ціск ліцця пад ціскам, тэмпературу папярэдняга нагрэву формы, час ліцця пад ціскам, час вытрымкі, сістэму залівання, выпускны і пераліўны каналы і г.д.
2. Супрацьмеры і эфекты
(l) Вынікі паказваюць, што тэмпература залівання складае (680 ± 15) ℃.
(2) Мы абралі машыну для ліцця пад ціскам з умеранай сілай заціску. У першапачатковай канструкцыі выкарыстоўвалася машына для ліцця пад ціскам з халоднай камерай магутнасцю 5000 кН, але фармоўка была дрэннай. Пасля выкарыстання машыны для ліцця пад ціскам магутнасцю 6500 кн фармаванне атрымліваецца адносна вялікім.
(3) Тэмпература папярэдняга нагрэву формы павінна кантралявацца ў межах (230 ± 20) ℃ і не павінна перавышаць 350 ℃. У адваротным выпадку, падчас ліцця пад ціскам, з-за высокай тэмпературы формы, форма будзе зноў гартавацца, і тэмпература не можа быць ніжэй за 150 ℃. У адваротным выпадку цвіль схільная парэпання. Папярэдне разагрэйце полымем звадкаванага газу прыкладна да 200 ℃, а затым прыступайце да ліцця пад ціскам. Форма можа награвацца расплаўленым алюмініем пры высокіх тэмпературах. Серыйная вытворчасць можа працягвацца толькі пасля стабілізацыі тэмпературы формы.
(4) Калі хуткасць упырску складае 5 м/с, час запаўнення складае 0.012 с, час вытрымкі складае 1.5 с, а сіла ўпырску складае 550 кН, якасць ліцця пад ціскам добрая і адпавядае патрабаванням вытворчасці.
(5) Няправільны выбар становішча засаўкі і формы накіроўвалай у сістэме залівання можа прывесці да станоўчага ўздзеяння і віхравых токаў, калі металічная вадкасць трапляе ў паражніну формы, зніжаючы хуткасць упырску і выклікаючы ўсмоктванне газу ў паток металу. Выхлапныя адтуліны занадта тонкія або занадта малыя, іх лёгка заблакаваць, з цяжкасцю адводзіць газ, а таксама дрэннае ліццё пад ціскам. Існуюць значныя адрозненні ў будове адлівак да і пасля трансфармацыі разліўной сістэмы. Зменіце «Т-вобразныя вароты» на «вузкі бегун», а форму варот з «т» на «вузкі бегун». У той жа час, выпускныя адтуліны і пераліўныя канаўкі былі дададзены перад засаўкай, а выпускныя адтуліны і пераліўныя канаўкі таксама былі дададзены з абодвух бакоў засаўкі, што робіць паток расплаву і газавы разрад больш плыўным.
Дэфармацыя скрыўлення
1. Прычынны аналіз
Асноўнымі фактарамі, якія ўплываюць на дэфармацыю дэфармацыі адлівак пад ціскам, з'яўляюцца сістэма ліцця, сістэма астуджэння і сістэма выкіду. Чым карацей час цячэння ад засаўкі да канца патоку адліўкі, тым меншая дэфармацыя; Пры выкарыстанні толькі аднаго засаўкі будзе адбывацца дэфармацыя сфарміраванай адліўкі з-за большай хуткасці ўсаджвання па дыяметры, чым па акружнасці. У працэсе ліцця пад ціскам нераўнамерная хуткасць астуджэння адліўкі таксама можа прывесці да нераўнамернай ўсаджвання адліўкі. Гэтая розніца ва ўсаджванні прыводзіць да стварэння выгінальнага моманту, выклікаючы дэфармацыю дэфармацыі адліўкі. Такім чынам, размяшчэнне адтулін для астуджальнай вады на прэс-форме вельмі важна. Каб забяспечыць збалансаваную тэмпературу астуджэння паміж камерай і стрыжнем, розніца тэмператур паміж імі не павінна быць занадта вялікай. Кампаноўка сістэмы выкіду непасрэдна ўплывае на дэфармацыю ліцця пад ціскам. Калі кампаноўка сістэмы выкіду незбалансаваная, гэта прывядзе да незбалансаванай сілы выкіду і дэфармацыі ліцця пад ціскам. У канструкцыі сістэмы фармавання, супраціў вымання з формы павінна быць фазавай раўнавагай з супраціўленнем зняцця з формы.
2. Супрацьмеры і эфекты
(l) Сістэма залівання павінна быць арганізавана разумна.
(2) Разумнае размяшчэнне контуру астуджальнай вады абумоўлена структурнымі характарыстыкамі прадукту, а хуткасць астуджэння ўнізе пасярэдзіне часткі індыкатарнай скрынкі для ліцця пад ціскам вышэй, чым вакол. Такім чынам, выкарыстанне падвойных контураў вакол паражніны паскарае хуткасць астуджэння паражніны і робіць астуджэнне формы больш раўнамерным.
(3) Размяшчэнне штыфтоў эжектора разумнае. З-за вялікай сілы вымання з усіх чатырох бакоў ліцця пад ціскам побач з чатырма бакамі размешчаны адносна шчыльныя штыфты эжектора, каб збалансаваць сілу выкіду.
Халоднае адключэнне
1. Прычынны аналіз
Адзін з іх заключаецца ў тым, што тэмпература формы нізкая або тэмпература расплаўлення алюмініевага сплаву нізкая, а сіла ўпырску невялікая, што робіць немагчымым металічную вадкасць, якая паступае ў паражніну формы, злівацца разам, калі яна збліжаецца; Другая прычына заключаецца ў тым, што сістэма залівання неразумная і не можа ўтвараць металічную вадкасць з высокай тэмпературай пры запаўненні паражніны формы за кароткі прамежак часу.
2. Супрацьмеры і эфекты
① Павялічце тэмпературу расплаву алюмініевага сплаву і формы і павялічце сілу ўпырску. Шурпатасць паверхні паражніны формы і сістэмы залівання памяншаецца, а супраціў плыні вадкага металу памяншаецца. Пры рамонце паражнін прэс-формы своечасова ліквідуйце ўплыў шурпатасці цвілі. Змяніце сістэму варот, асабліва колькасць і размеркаванне ўнутраных варот.
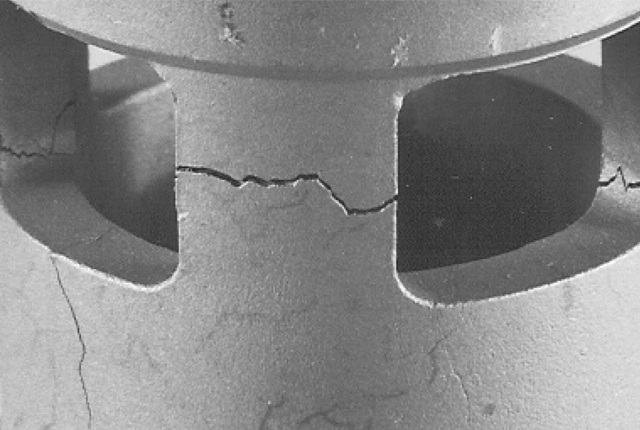
Расколіны
1. Прычынны аналіз
Адзін з іх заключаецца ў тым, што тэмпература ліцця занадта высокая, што прыводзіць да вялікай ўсаджвання і лёгкага парэпання; Па-другое, акісляльныя ўключэнні прывядуць да ўзнікнення расколін, якія, як правіла, шматвугольныя або вострыя, у асноўным узнікаюць на мяжы збожжа, што зніжае сілу злучэння на мяжы падзелу і лёгка выклікае канцэнтрацыю напружання ў гэтых частках. Па-трэцяе, занадта малы кут пераходу дугі формы будзе вырабляць расколіны.
2. Супрацьмеры і эфекты
(л) Строга кантралюйце тэмпературу залівання і кантралюйце тэмпературу залівання ніжэй за 695 ℃.
(2) Для забеспячэння чысціні загрузкі неабходна, каб у загрузцы не было акісляльных уключэнняў, асабліва перапрацаваных матэрыялаў, якія павінны старанна апрацоўвацца і выкарыстоўвацца ў спалучэнні з новымі матэрыяламі. Падчас плаўлення сачыце за чысцінёй, а паверхню металу апрацуйце сродкам для выдалення дзындры.
(3) Пры даданні закругленых вуглоў у вуглы канструкцыі адліўкі і змяненні закругленых вуглоў у форму з rl.5 да r3.0 паток вадкага металу становіцца гладкім, газ лёгка вылучаецца, а расколіны, выкліканыя вострымі кутамі, знікаюць. пазбягалі.
З мэтай ліквідацыі або памяншэння дэфектаў буйнаплошчавых танкасценных
адліўкі з алюмініевага сплаву, асноўныя меры ўключаюць у сябе: 1) праектаванне структуры формы разумна; 2) Аптымізацыя параметраў працэсу ліцця пад ціскам; 3) Пазбягайце прымешак падчас працэсу плаўлення алюмініевага сплаву; 1) Строга кантралюйце тэмпературу залівання і тэмпературу формы.
Ningbo Fuerd была заснавана ў 1987 годзе і з'яўляецца вядучай кампаніяй з поўным спектрам паслуг ліццё пад ціскам, ліццё з алюмінія, ліццё пад цынкам, і гравітацыйнае ліццё вытворца. Мы з'яўляемся пастаўшчыком рашэнняў, якія прапануюць шырокі спектр магчымасцей і паслуг, якія ўключаюць інжынерную падтрымку, праектаванне, Формы, складаны ЧПУ, насычэнне, галоўка, храмаванне, парашковае пакрыццё, паліроўка, зборка і іншыя паслугі па аздабленні. Мы будзем працаваць з вамі як з партнёрамі, а не проста з пастаўшчыкамі.