+ 86-574-87883895
Гравітацыйны ліццё адносіцца да працэсу ўпырску расплаўленага алюмінія ў форму пад дзеяннем сілы цяжару пад дзеяннем гравітацыі зямлі. Агульналітарнае ліццё падзяляецца на: ліццё з пяску, ліццё па металевай форме (сталёвая форма), ліццё з страчанага воску і г.д.
Вузкае пачуццё гравітацыі адліваецца спецыяльна да адлівак металічнай формы. Ліццё па металевай форме падзяляецца на вертыкальнае ручное ліццё, ліццё пад нахілам у цяперашні час з'яўляецца найбольш распаўсюджаным ліццём па металевай форме (сталёвая форма). Плашка выраблена з гарачатрывалай легаванай сталі, а трываласць, памер і знешні выгляд адліванага алюмінія вышэй, чым у іншых працэсаў ліцця. Вадкі алюміній пры гравітацыйным ліцці звычайна заліваецца ў засаўку ўручную. У залежнасці ад уласнай вагі вадкага металу ён запаўняе паражніну формы, выхлапвае, астуджае і адкрывае форму для атрымання ўзору. Працэс у цэлым выглядае наступным чынам: выплаўка расплаўленага алюмінія, заліванне матэрыялу запаўненнем, выцяжэнне, астуджэнне, адкрыццё формы, ачыстка вытворчасці, тэрмічная апрацоўка і апрацоўка.
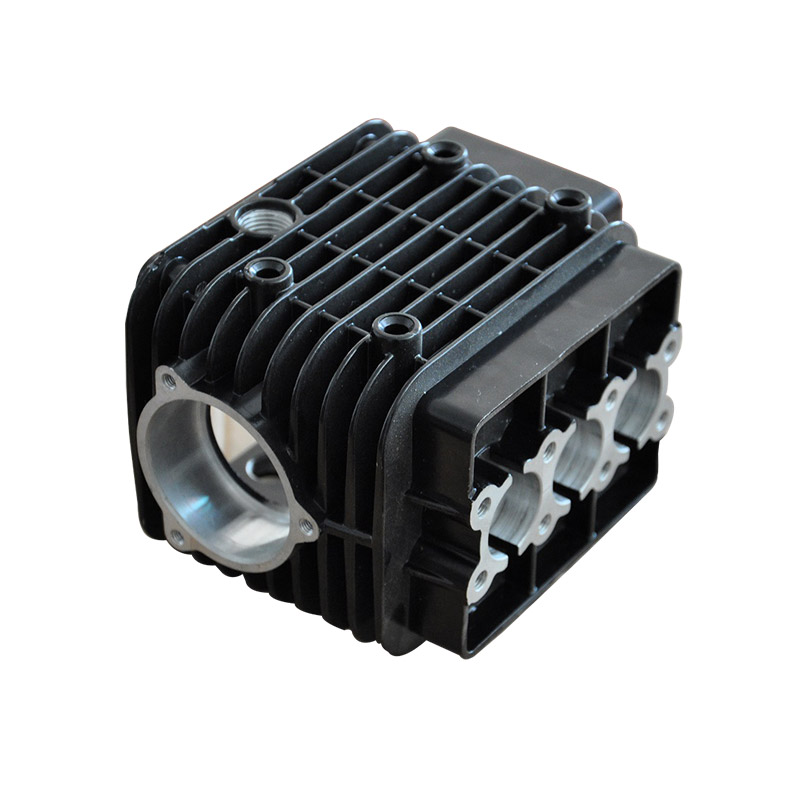
Характарыстыкі дэталей гравітацыйнага ліцця з алюмініевага сплаву наступныя:
Пры выбары, які працэс вырабляць прадукт. Выбар у асноўным грунтуецца на таўшчыні сценкі нарыхтоўкі. Калі таўшчыня сценкі вырабу перавышае 8 мм, ліццё пад ціскам прывядзе да з'яўлення вялікай колькасці пораў на сцяне, таму вырабы з больш тоўстай сценкай могуць выбраць працэс гравітацыйнага ліцця.
Увядзенне ў ліццё пад ціскам:
Ліццё пад ціскам падзяляецца на ліццё пад высокім ціскам і ліццё пад нізкім ціскам.
Адліўка пад высокім ціскам шырока вядомая як ліццё пад ціскам. Які вадкі алюміній выліваецца ў баракамеру, а паражніну формы напоўняецца высокай хуткасцю пад сваім ціскам, і вадкі алюміній застывае пад ціскам, утвараючы алюмініевы адліў.
Ліццё пад высокім ціскам: метад ліцця, пры якім вадкі або паўцвёрды метал альбо сплаў альбо вадкі метал альбо сплаў, якія змяшчаюць фазу ўзмацнення. Ён запаўняецца ў паражніну формы для ліцця пад ціскам з высокай хуткасцю пад высокім ціскам, а метал або сплаў застываюць пад ціскам, утвараючы адліўку. Звычайна ціск для ліцця пад ціскам складае 4-500 мпа, а хуткасць запаўнення металу - 0.5-120 м / с. Такім чынам, час напаўнення вадкім металам вельмі кароткі, і паражніну можна запоўніць прыблізна за 0.01-0.2 секунды (у залежнасці ад памеру адлівак). Такім чынам, высокі ціск і высокая хуткасць - асноўныя адрозненні і важныя характарыстыкі паміж ліццём пад ціскам і іншымі спосабамі ліцця.
характарыстыкі адліўкі з алюмініевага сплаву заключаюцца ў наступным
Адліўка пад нізкім ціскам: у герметычны тыгель (альбо герметычны гаршчок) уводзіцца сухое сціснутае паветра. Пад уздзеяннем ціску газу вадкі метал падымаецца ўздоўж стаяка ў ліўне і плаўна паступае праз паражніну формы праз ліўне. Таксама падтрымліваецца ціск газу на ўзроўні вадкасці ў тыглі. Пакуль ліццё цалкам не застыгне. Затым ціск газу на паверхні вадкасці вызваляецца, каб вадкі метал у стаяку вяртаўся назад да тыгля. Зноў адкрыйце форму і выміце адліўку. Вынікі паказваюць, што гэты спосаб ліцця мае перавагі добрай падачы, кампактнай структуры, простай вытворчасці вялікіх танкасценных і складаных адлівак без падступкі, а выхад металу можа дасягаць 95%. Няма забруджванняў, лёгка рэалізаваць аўтаматызацыю. Але кошт абсталявання вышэй, а эфектыўнасць вытворчасці ніжэй. Звычайна выкарыстоўваецца для ліцця каляровых сплаваў.
Характарыстыкі дэталяў нізкага ціску з алюмініевага сплаву наступныя:
Карацей кажучы, нізкі ціск - гэта кампраміс паміж высокім ціскам і гравітацыяй.
- Поўны спектр ліцця і апрацоўкі з 1987 года
- машына для ліцця пад ціскам ад 180 да 4400 тон
- 1500+ камплект адліўных дэталяў, якія экспартуюцца за мяжу
- Даверылі лепшыя брэнды ў аўтамабільнай і медыцынскай прамысловасці
- Сертыфікаваны завод IATF 16949
- Знакаміты "Горад ліцця пад ціскам у Кітаі"
- Добра падрыхтаваны персанал эфектыўна падтрымае вас ад запыту да адгрузкі.
NINGBO FUERD МЕХАНІЧНАЕ ЛТД
Вэб-сайт: https://www.fuerd.com