На аснове машыны для ліцця пад ціскам, формы і сплаву
дэталі з ліццём, і працэс ліцця пад ціскам праходзіць праз іх, арганічна інтэгруе іх у эфектыўную сістэму, дзякуючы чаму машына для ліцця пад ціскам і форма могуць быць добра падабраныя, а структура ліцця пад ціскам аптымізавана, пераважна машына для ліцця пад ціскам , аптымізуюць канструкцыю формы для ліцця пад ціскам і паляпшаюць гнуткасць рабочай кропкі працэсу, каб забяспечыць надзейную гарантыю вытворчасці ліцця пад ціскам. Такім чынам, само сабой зразумела, што працэс ліцця пад ціскам утрымліваецца ў форме.
Становішча ўнутранага засаўкі падчас ліцця пад ціскам уплывае на канструкцыю канструкцыі, якасць і
форма для ліцця пад ціскам дызайн частак для ліцця пад ціскам і падказку аб правільным усталёўцы становішча ўнутранага засаўкі можна атрымаць, запытаўшы дадзеныя. З-за разнастайнасці ліцейных канструкцый выбраць правільнае становішча ўнутраных варот вельмі складана, але ёсць і некаторыя асноўныя патрабаванні. Напрыклад, звычайна лічыцца, што ўстаноўка ўнутранай засаўкі павінна зрабіць металічную брую падчас запаўнення як мага больш свабоднай у паражніны. Ён працякае на вялікую адлегласць, гэта значыць правільнае становішча, форма і памер (кут патоку) унутранага засаўкі супадаюць з параметрамі ліцця пад ціскам, каб металічная бруя пашыралася і ўпарадкоўвалася ўздоўж формы сцяны, і працягвайце пашыраць да канца. Большая частка паражніны (гэта значыць асноўнай паражніны) запоўнена бруямі, і толькі невялікая частка паражніны (гэта значыць, асноўная паражніна) запоўнена галінкай металічнага расплаву альбо сутыкненнем расплаў металу. Сістэма перапаўнення выдаляе рэшткі.
Тое ж самае
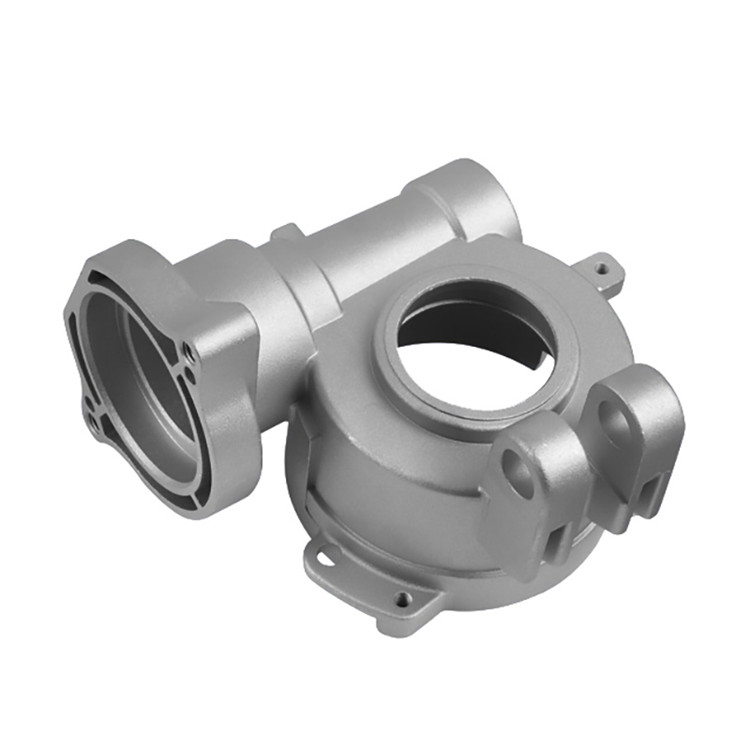
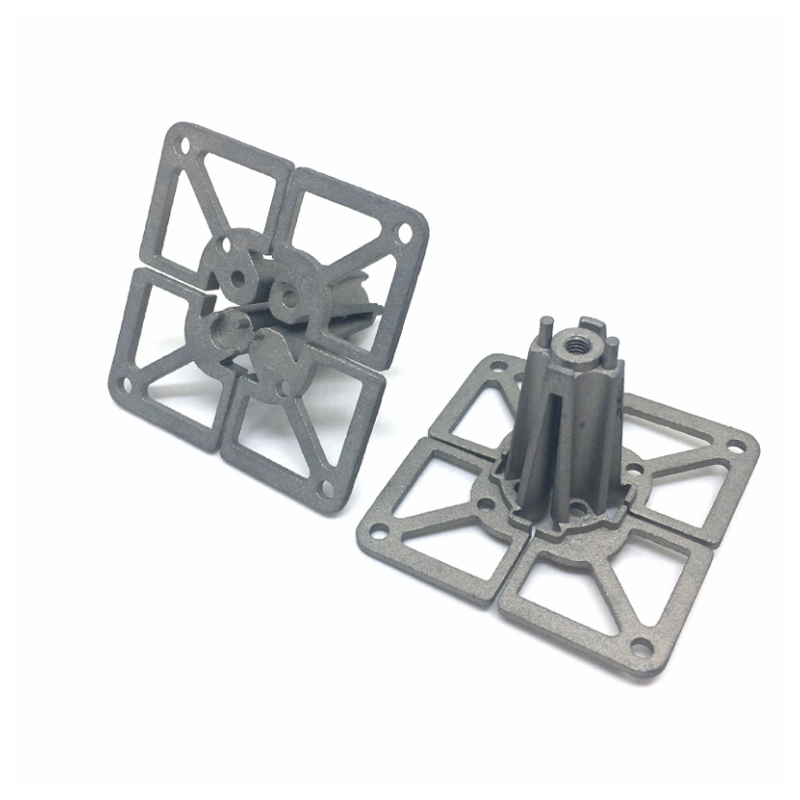
частка для ліцця пад ціскам выбірае розныя ўнутраныя пазіцыі засаўкі і вуглы патоку, каб атрымаць розныя асноўныя паражніны, нествольныя паражніны і адпаведны працэнт плошчы. Калі шкарлупіна адліваецца пад ціскам, з-за розных пазіцый унутраных варот могуць быць атрыманы розныя вынікі. Асноўная паражніна і нествольная паражніна. Засаўка перпендыкулярна адной бакавой сценцы, таму што прастакутнае адтуліну ўверсе дэталі аддзяляе дзве бакавыя сценкі, у выніку толькі адзін бок з'яўляецца асноўнай паражніной; каб запоўніць другую бакавую сценку, два канцы пракладкі павінны быць злучаныя, і апошнія дзве ніткі Паток вадкасці сыходзіцца для завяршэння запаўнення, і гэтая частка з'яўляецца асноўнай паражніной. Паколькі працэнт плошчы асноўнай паражніны не высокі, утвараецца шмат адходаў.
Становішча ўнутранай засаўкі не мяняецца, але верхняе прамавугольнае адтуліну злучана тэхналагічным рабром аднолькавай таўшчыні сценкі, так што расплаўлены метал паварочваецца падчас запаўнення, а другая бакавая сценка запаўняецца ўздоўж рабра, так што абодва бакі сценкі становяцца асноўнай паражніной. , Працэнт асноўнай паражніны павялічаны, а якасць адлівак таксама значна палепшана. Верхняе квадратнае адтуліну не дадае тэхналагічных рэбраў, але ўнутраны затвор усталёўваецца на адным канцы дэталі, так што металічны расплаў адначасова запаўняецца з абедзвюх бакавых сценак, павялічваючы тым самым працэнт асноўнай паражніны, забяспечваючы якасць і павышэнне кваліфікацыйнага ўзроўню. Гэта тры тыпы налад унутранага засаўкі для адной і той жа дэталі, што даказвае крытычнасць становішча ўнутранага засаўкі.
Хоць камп'ютэрныя тэхналогіі дапамагаюць выбраць месцазнаходжанне ўнутраных варот, камп'ютэрныя тэхналогіі - гэта толькі метад, і канструкцыя становішча ўнутраных варот па-ранейшаму застаецца ключавой тэхналогіяй.
На аснове адлівак аптымізуйце сістэму ліцця пад ціскам, форму-сплаў, каб палепшыць гнуткасць працэсу. У сістэме для ліцця пад ціскам ліцця-формы з сплаву якасць і прадукцыйнасць частак для ліцця пад ціскам можна палепшыць, рэгулюючы параметры працэсу. Гэтыя параметры працэсу абмежаваныя рабочым акном (OW). Гэта паказвае, што OW - гэта гранічная дыяграма гэтых параметраў працэсу. У працэсе ліцця пад ціскам для вызначэння OW выкарыстоўваецца час напаўнення, хуткасць ўнутранага засаўкі і канчатковы статычны металічны ціск. Гэтыя параметры звязаны са з'явай напаўнення і залежаць ад канструкцыі формы і прадукцыйнасці машыны для ліцця пад ціскам. Падчас праектавання формы ўсе кропкі ў OW лічацца роўнымі і не маюць прыярытэту. Можна лічыць, што лепшая рабочая кропка існуе ў невядомай кропцы OW, якую нельга знайсці да таго, як форма для ліцця пад ціскам будзе ўстаноўлена на машыне для ліцця пад ціскам. яго. На этапе праектавання формы гарантаванне таго, што лёгка знайсці добрую рабочую кропку, грунтуецца на разглядзе гнуткасці, якая атрымліваецца дзякуючы рэгуляванню ў OW.
Па гэтай прычыне параметры працэсу дзеляцца на два тыпы: мяккія параметры і цвёрдыя параметры. Мяккія параметры адносяцца да параметраў, якія рэгулююцца пры дапамозе працы або прылады кіравання, такіх як узровень магутнасці, ціск металу, тэмпература расплаву, тэмпература формы і час цыкла. Цвёрдыя параметры адносяцца да формы, якую трэба выправіць, альбо да машыны для ліцця пад ціскам, якую трэба адначасова выправіць, напрыклад, дыяметра прабойніка, плошчы засаўкі, выцяжнай канаўкі і г. д. Мяккія параметры лёгка мяняць і дабівацца поспеху падчас формы пробная версія, у той час як жорсткія параметры змяняць складана, дорага і працаёмка. Часта даводзіцца разбіраць форму для паўторнай карэкцыі. Такім чынам, метад аптымізацыі заснаваны на мяккіх параметрах і пашырае гнуткасць кропак рэгулявання ў OW, забяспечваючы тым самым большы дыяпазон для выпрабавання формы і пазбягаючы працаёмкіх і дарагіх змен цвілі.
Тэмпература формы - адзін з важных параметраў працэсу. Можна сказаць, што правільная і пастаянная тэмпература цвілі з'яўляецца асноўнай умовай высокай якасці і надзейнасці вытворчасці, высокай прадукцыйнасці, нізкай хуткасці бракавання і доўгага тэрміну службы цвілі.
Перад ліццём форму неабходна папярэдне нагрэць, каб тэмпература формы дасягнула 150-200 ℃, што карысна для пакрыцця, памяншаючы зніжэнне тэмпературы расплаву і павялічваючы паток расплаву, што карысна для запаўнення паражніны. Акрамя таго, папярэдні нагрэў цвілі таксама можа павялічыць цвёрдасць матэрыялу цвілі і паменшыць цеплавы ўдар паверхні паражніны. Лепшы спосаб папярэдняга разагрэву формы - выкарыстанне гарачага алею для награвання пры дапамозе машыны для тэмпературнай формы, каб забяспечыць цыркуляцыю гарачага алею і кантраляваць тэмпературу формы. Калі машына абсталявана прыладай для хуткай загрузкі і разгрузкі формы, форма можа быць папярэдне разагрэта перад устаноўкай, што можа зэканоміць час папярэдняга разагрэву формы на машыне і паскорыць запуск машыны. У той жа час машына для тэмпературнай формы таксама абсталявана цыркуляцыйнай сістэмай астуджэння вады для астуджэння формы па меры неабходнасці. Газавае ацяпленне - таксама метад. Прыродны газ альбо вугальны газ можна выкарыстоўваць у залежнасці ад фабрычных умоў. У гэтым выпадку тэмпературу формы можна вымераць пры дапамозе павярхоўнага тэрмометра і тэмпературнай ручкі. Іншыя спосабы ацяплення ўключаюць электрычнасць і інфрачырвонае абаграванне.

Ningbo Fuerd была заснавана ў 1987 годзе і вядзе поўны спектр паслуг
ліццё пад ціскам,
ліццё з алюмінія,
ліццё пад цынкам,
Гравітацыйны ліццё вытворца. Мы з'яўляемся пастаўшчыком рашэнняў, якія прапануюць шырокі спектр магчымасцей і паслуг, якія ўключаюць інжынерную падтрымку,
праектаванне,
Формы, складаны
ЧПУ, насычэнне, абсыпанне, хром, парашковае нанясенне пакрыцця, паліроўка, зборка і іншыя аддзелачныя паслугі. Мы будзем працаваць з вамі як партнёры, а не толькі пастаўшчыкі.
- Поўны спектр ліцця і апрацоўкі з 1987 года
- машына для ліцця пад ціскам ад 180 да 4400 тон
- 1500+ камплект адліўных дэталяў, якія экспартуюцца за мяжу
- Даверылі лепшыя брэнды ў аўтамабільнай і медыцынскай прамысловасці
- Сертыфікаваны завод IATF 16949
- Знакаміты "Горад ліцця пад ціскам у Кітаі"
- Добра падрыхтаваны персанал эфектыўна падтрымае вас ад запыту да адгрузкі.
NINGBO FUERD МЕХАНІЧНАЕ ЛТД
Вэб-сайт: https://www.fuerd.com