+ 86-574-87883895
 Алюмініевыя формы для святлодыёдных радыятараў для ліцця пад ціскам, формы для ліцця пад ціскам для вулічных ліхтароў
Алюмініевыя формы для святлодыёдных радыятараў для ліцця пад ціскам, формы для ліцця пад ціскам для вулічных ліхтароў
 Алюмініевая форма для ліцця пад ціскам
Алюмініевая форма для ліцця пад ціскам
 Пастаянная ліццё цвіллю | Паслугі па ліцці алюмінія
Пастаянная ліццё цвіллю | Паслугі па ліцці алюмінія
 Цвіль для ліцця пад ціскам | Служба ліцця пад ціскам
Цвіль для ліцця пад ціскам | Служба ліцця пад ціскам
 Ліццё пад ціскам | Дызайн ліцця пад ціскам | Дызайн для вытворчасці
Ліццё пад ціскам | Дызайн ліцця пад ціскам | Дызайн для вытворчасці
 Формы для пастаяннага ліцця для аўтамабільнай скрынкі перадач
Формы для пастаяннага ліцця для аўтамабільнай скрынкі перадач
 Алюмініевыя формы для ліцця пад ціскам, формы для ліцця па метале
Алюмініевыя формы для ліцця пад ціскам, формы для ліцця па метале
 Ліццё пад ціскам для ліцця алюмініевых і цынкавых дэталей
Ліццё пад ціскам для ліцця алюмініевых і цынкавых дэталей
Q1: Што такое інструмент для ліцця пад ціскам алюмінія?
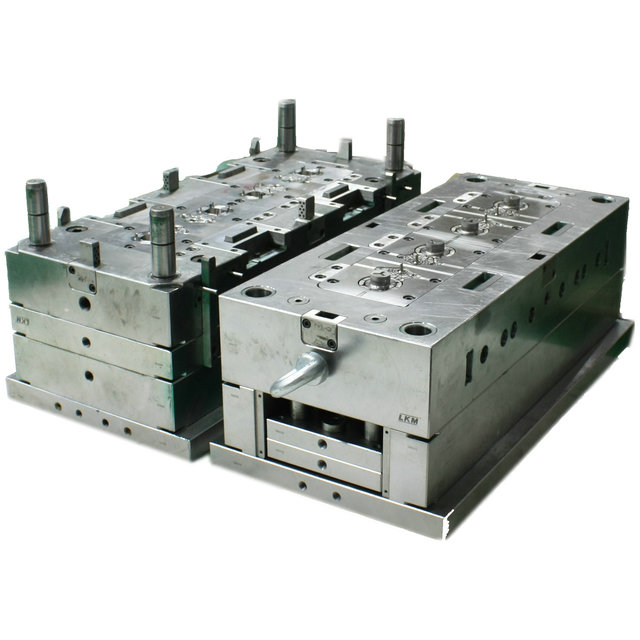
Штампы, або формы для адлівак пад ціскам, вырабляюцца з легаванай інструментальнай сталі як мінімум у двух секцыях: фіксаваная палова штампа (палова вечка) і палова штампа эжектора. Калі машына для ліцця пад ціскам зачыняецца, дзве паловы штампа фіксуюцца і ўтрымліваюцца разам гідраўлічным ціскам машыны. У працэсе ліцця пад ціскам расплаўлены метал упырскваецца з высокай хуткасцю ў паражніну формы (формы), каб сфармаваць літую дэталь.
Q2: Які тэрмін службы алюмініевага інструмента для ліцця пад ціскам?
Літыя інструменты падтрымліваюцца для забеспячэння аптымальнай якасці і максімальнага тэрміну службы інструмента. Дакладны тэрмін службы адлітай пад ціскам аснасткі залежыць ад геаметрыі і складанасці дэталяў, неабходных допускаў і, самае галоўнае, ад тыпу адліванага металу. У цэлым алюмініевая прылада можа служыць прыблізна 100,000 200,000 стрэлаў, а магніевая — 300,000 XNUMX - XNUMX XNUMX стрэлаў.
Ліццё пад ціскам - працэс нятанны. Хаця большасць прадпрыемстваў называюць гэта эканамічным і хуткім, іх апісанне звязана з эфектыўнай аптымізацыяй ліцця пад ціскам. Гэта азначае, што яны змаглі распрацаваць мадэль, якая адпавядае іх працэсу, і карыстацца перавагамі працэсу.
Да распрацоўкі тэхналогіі САПР праектаванне і вытворчасць прэс-формаў былі вельмі дарагім праектам з-за неаднаразовых выпрабаванняў і мадыфікацый. Аднак з тэхналогіяй САПР можна выкарыстоўваць аналіз мадэлявання, каб убачыць сапраўдны паток расплаўленага металу падчас ліцця пад ціскам. Такім чынам, становіцца магчымым аптымізаваць канструкцыю формы і працэс і знізіць выдаткі.
Так, паўторнае выкарыстанне старых формаў можа знізіць кошт літой формы. Гэта магчыма толькі тады, калі старая форма мае добры каркас. Аднак па магчымасці варта пазбягаць выкарыстання старой зношанай формы. Замест гэтага, калі тэрмін службы формы заканчваецца, зрабіце копію формы.
Аснова інструмента для ліцця пад ціскам алюмінія складаецца з вонкавай перыферыі формы. Ён змяшчае ўсе паражніны, якія ўваходзяць у форму. Наступныя часткі формы ўтрымліваюцца ў падставе:

Структура змяняецца ў залежнасці ад працэсу і выкарыстоўванага матэрыялу. Існуе два тыпы асноўных структур формы:
Затвор, які выкарыстоўваецца для працэсу ліцця, таксама вызначае тып выкарыстоўванай формы. Захоўванне брамы ўнутры формы - важная задача, і яе трэба захоўваць у пэўным месцы. Пры неасцярожным размяшчэнні таўшчыня сцен адхіляецца ад патрабаванняў. Аснова формы дапамагае трымаць вароты на месцы.
Значэнне формы для ліцця пад высокім ціскам
Выбар матэрыялу для алюмініевага ліцця пад ціскам залежыць ад шэрагу фактараў. Яны ўключаюць, але не абмяжоўваюцца імі:
Каштаваць
Даступнасць матэрыялу з'яўляецца важным фактарам пры выбары матэрыялу формы. Здольнасць матэрыялу ствараць форму і забяспечваць вынікі з большай рэнтабельнасцю інвестыцый улічваецца ў працэсе выбару матэрыялу формы.
Тэхнічныя характарыстыкі
Тэхнічныя характарыстыкі матэрыялу ўлічваюцца пры вырабе інструментаў. Падатлівасць, пластычнасць, устойлівасць да зносу і цвёрдасць - некаторыя з гэтых характарыстык. Матэрыялы з большай колькасцю гэтых уласцівасцяў лічацца ідэальным выбарам.
Складанасць канструкцыі вырабаў
Прадукт, які будзе распрацаваны праз форму, захоўваецца на ўвазе для формы. Складанасць прадукту можа змяніць рашэнні. Прадукт, які трэба стварыць, павінен быць ідэальным тэарэтычна, а значыць, і выбар матэрыялу.
Усе гэтыя і многія іншыя стандарты, такія як устойлівасць да ціску расплаўленага матэрыялу і тэхнічныя характарыстыкі разам, павінны ўлічвацца пры выбары.
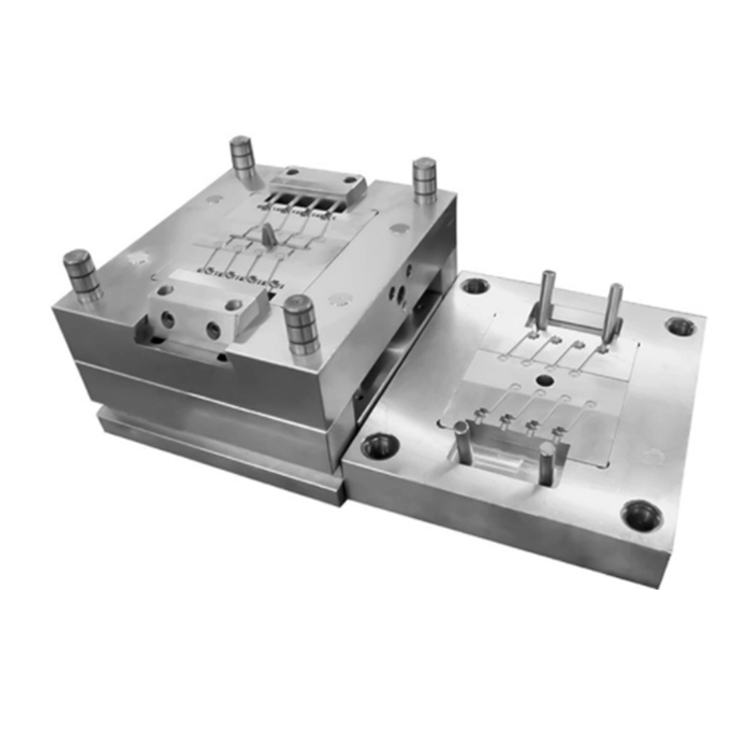
Кампаненты інструмента для ліцця пад ціскам алюмінія - гэта дэталі, якія забяспечваюць працу формы. Гэтыя часткі збіраюцца для стварэння поўнай формы і атрымання эфектыўных вынікаў. Ключавымі кампанентамі формы для ліцця пад ціскам з'яўляюцца:
Формавыя асновы
Аснова формы - гэта структура формы. Ён змяшчае ўсе кампаненты, якія збіраюцца разам для працы. Гэта дапамагае ўтрымліваць вароты ўнутры формы і атрымліваць лепшыя канчатковыя вынікі.
Пальцы
Штыфты знаходзяцца ўнутры формы, якая выкарыстоўваецца для выцягвання адлітай часткі з формы.
Эжекторы
Эжекторная частка формы размяшчаецца на рухомай пласціне. Пасля поўнага фарміравання ён выкідвае адлітую частку.
Пад'ёмнікі
Ён рухаецца пад вуглом, каб дазволіць эжектору выдаліць літую частку. Вызваленне формы палягчаецца з дапамогай пад'ёмнікаў.
ўводы
Ўтулка змяшчаецца паміж расплаўленым металам і паражніной, каб забяспечыць памяншэнне трэння і лёгкае выкід металічнай часткі.

Гід
Накіроўвалыя служаць для навядзення іголак пры выкідзе адліўкі.
Прыстасаванні для выраўноўвання
Гэтыя прылады выкарыстоўваюцца для выраўноўвання ўсіх частак формы. Форма падтрымліваецца ў адпаведнасці з выкарыстаннем замкаў выраўноўвання і іншых прылад.















