Ліццё пад ціскам скарачаецца як
ліццё пад ціскам, які ўяўляе сабой метад ліцця, пры якім расплаўленая вадкасць сплаву ўліваецца ў прэс-камеру, паражніну сталёвай формы запаўняецца з вялікай хуткасцю і вадкасць сплаву застывае пад ціскам, утвараючы ліццё. Асноўнымі характарыстыкамі ліцця пад ціскам, якія адрозніваюць яго ад іншых спосабаў ліцця, з'яўляюцца высокі ціск і высокая хуткасць.
Ліццё пад ціскам - гэта метад ліцця коўкі. Працэс ліцця пад ліццём - гэта працэс, завершаны на спецыяльнай машыне для ліцця пад ціскам. Яго асноўны працэс заключаецца ў тым, што расплаўлены метал спачатку адліваецца ў паражніну формы на нізкай ці вялікай хуткасці. Форма мае рухомую паверхню паражніны. Ён каваецца пад ціскам у працэсе астуджэння расплаўленага металу, што выключае ўсаджванне нарыхтоўкі. Сыпкія дэфекты таксама прымушаюць унутраную структуру нарыхтоўкі дасягаць зламаных зерняў у каваным стане. Усебаковыя механічныя ўласцівасці нарыхтоўкі былі значна палепшаны.
Акрамя таго, шурпатасць, атрыманая гэтым працэсам, мае аздабленне паверхні 7 (Ra1.6), што падобна на паверхню, атрыманую халоднай экструзіяй або механічнай апрацоўкай, з металічным бляскам. Такім чынам, мы называем працэс ліцця пад ціскам ліцця "экстрэмальным працэсам фарміравання", які з'яўляецца крокам далей, чым "працэс адразання, невялікі запас". Яшчэ адна перавага працэсу кавання штампаў заключаецца ў тым, што акрамя вырабу традыцыйных ліцейных матэрыялаў ён таксама можа выкарыстоўваць дэфармаваныя сплавы і сплавы для кавання для атрымання дэталяў з вельмі складанай структурай. Да гэтых марак сплаву адносяцца: дуралюмініевы звышцвёрды алюмініевы сплаў, каваны алюмініевы сплаў, напрыклад LY11, LY12, 6061, 6063, LYC, LD і г.д.). Трываласць на разрыў гэтых матэрыялаў амаль удвая вышэй, чым у звычайных
літыя сплавы, які мае больш станоўчае значэнне для аўтамабільных колаў, рамы і іншых дэталяў з алюмініевага сплаву, якія хочуць вырабляць з больш трывалых ударатрывалых матэрыялаў.
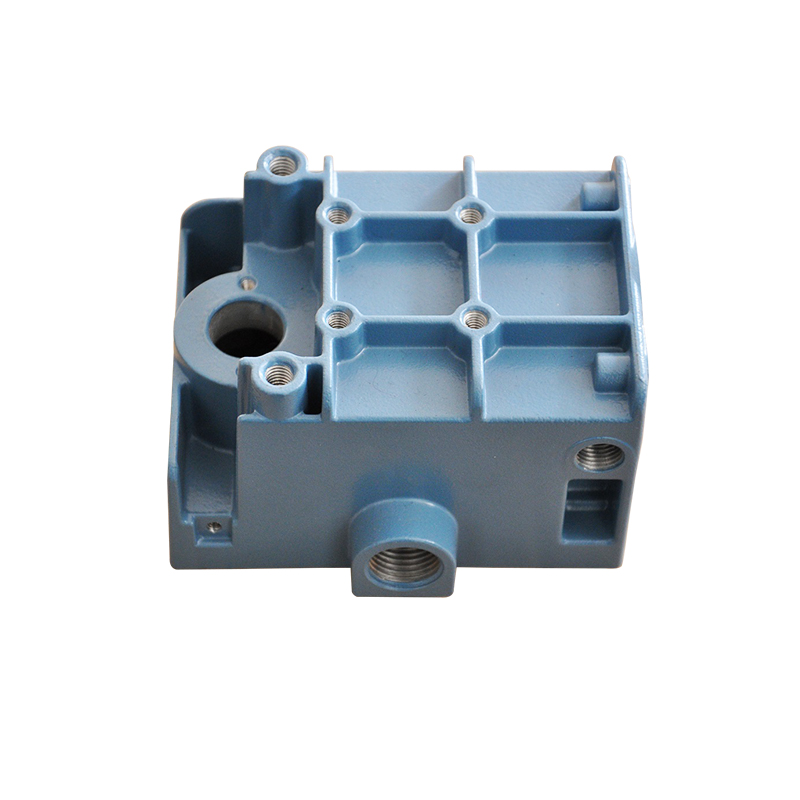
Расплаўлены метал запаўняе паражніну пад ціскам і крышталізуецца і застывае пры больш высокім ціску, агульны ціск складае 15-100 МПа. Расплаўлены метал запаўняе паражніну з высокай хуткасцю, звычайна 10-50 метраў у секунду, а некаторыя могуць перавышаць 80 метраў у секунду (лінейная хуткасць паражніны праз унутраны затвор - хуткасць унутранага засаўкі), таму расплаўлены метал запоўнены Час фармавання надзвычай кароткі, і паражніну можна запоўніць прыблізна за 0.01-0.2 секунды (у залежнасці ад памеру адліўкі). Машына для ліцця пад ціскам, сплаў для ліцця пад ціскам і форма для ліцця пад ціскам - тры асноўныя элементы вытворчасці ліцця, і ні адзін з іх не з'яўляецца неабходным. Так званы працэс ліцця пад ціскам - гэта арганічнае і комплекснае прымяненне гэтых трох элементаў, каб забяспечыць стабільнае, рытмічнае і эфектыўнае выраб кваліфікаваных адлівак з добрым знешнім выглядам, унутранай якасцю і памерамі, якія адпавядаюць патрабаванням чарцяжа альбо пагаднення, і нават высакаякасныя адліўкі.
Форма для ліцця пад ціскам з'яўляецца адным з трох асноўных элементаў вытворчасці ліцця пад ціскам. Форма з правільнай і разумнай структурай з'яўляецца абавязковай умовай для плыўнага ходу вытворчасці ліцця пад ціскам, і яна гуляе важную ролю ў забеспячэнні якасці адлівак (хуткасці праходжання машыны). Дзякуючы асаблівасцям працэсу ліцця пад ціскам, правільны падбор параметраў працэсу з'яўляецца вырашальным фактарам для атрымання высакаякасных адлівак, а форма з'яўляецца неабходнай умовай для правільнага выбару і карэкціроўкі розных параметраў працэсу. Канструкцыя формы па сутнасці заключаецца ў прагназаванні розных фактараў, якія могуць узнікнуць у працэсе ліцця пад ціскам. Усебаковае разважанне. Калі канструкцыя формы разумная, будзе менш праблем, якія ўзнікаюць пры фактычным вытворчасці, і кваліфікаваны ўзровень адлівак будзе высокім. Наадварот, дызайн формы неразумны. Напрыклад, сіла абкручвання рухомай і нерухомай формы ў асноўным аднолькавая, калі распрацавана адліўка, а сістэма створкі ў асноўным знаходзіцца ў нерухомай форме, і вырабляецца яна на машыне для ліцця пад ціскам у Гуаннане, дзе пуансон не можа падаваць пасля ін'екцыі, таму нармальную вытворчасць немагчыма выканаць. Адліўка прыліпла да нерухомай формы.
Хоць аздабленне фіксаванай паражніны формы вельмі яркая, з'ява прыліпання да нерухомай формы ўсё яшчэ адбываецца з-за глыбокай паражніны. Таму пры праектаванні формы неабходна ўсебакова прааналізаваць структуру адлівак, азнаёміцца з працэсам працы машыны для ліцця пад ціскам, зразумець магчымасць наладжвання формы для ліцця пад ціскам і параметры працэсу, зразумець характарыстыкі напаўнення у розных умовах, а таксама разгледзім спосаб апрацоўкі формы і свідравання. Толькі пасля вачэй і фіксаванай формы мы можам распрацаваць практычную форму, якая адпавядае патрабаванням вытворчасці. Як ужо згадвалася ў пачатку, час напаўнення расплаўленага металу надзвычай кароткі, а ўдзельны ціск і хуткасць патоку расплаўленага металу вельмі высокія. Гэта вельмі жорстка для формы для ліцця пад ціскам у спалучэнні з уздзеяннем пераменнага напружання астуджэння і награвання. Усе аказваюць вялікі ўплыў на тэрмін службы формы. Тэрмін службы формы звычайна адносіцца да колькасці модуляў для ліцця пад ціскам (уключаючы колькасць модуляў для ліцця пад ціскам (уключаючы вытворчасць для ліцця пад ціскам), якія адбываюцца пры дбайнай распрацоўцы і вырабе пры звычайных умовах выкарыстання ў спалучэнні з натуральнымі пашкоджаннямі выкліканыя добрым абслугоўваннем, і раней яны ўжо не могуць быць адрамантаваны і выкінуты). Колькасць адходаў).

Ningbo Fuerd была заснавана ў 1987 годзе і вядзе поўны спектр паслуг
ліццё пад ціскам,
ліццё з алюмінія,
ліццё пад цынкам,
Гравітацыйны ліццё вытворца. Мы з'яўляемся пастаўшчыком рашэнняў, якія прапануюць шырокі спектр магчымасцей і паслуг, якія ўключаюць інжынерную падтрымку,
праектаванне,
Формы, складаны
ЧПУ, насычэнне, абсыпанне, хром, парашковае нанясенне пакрыцця, паліроўка, зборка і іншыя аддзелачныя паслугі. Мы будзем працаваць з вамі як партнёры, а не толькі пастаўшчыкі.
- Поўны спектр ліцця і апрацоўкі з 1987 года
- машына для ліцця пад ціскам ад 180 да 4400 тон
- 1500+ камплект адліўных дэталяў, якія экспартуюцца за мяжу
- Даверылі лепшыя брэнды ў аўтамабільнай і медыцынскай прамысловасці
- Сертыфікаваны завод IATF 16949
- Знакаміты "Горад ліцця пад ціскам у Кітаі"
- Добра падрыхтаваны персанал эфектыўна падтрымае вас ад запыту да адгрузкі.
NINGBO FUERD МЕХАНІЧНАЕ ЛТД
Вэб-сайт: https://www.fuerd.com