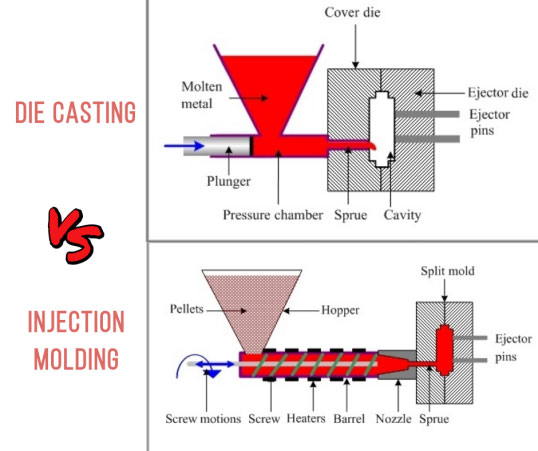
Розніца паміж формай для ліцця пад ціскам і пластыкавай формай
Структура формы для ліцця пад ціскам і пластыкавай формы на самай справе аднолькавая. Варта сказаць, што калі вы можаце зрабіць пластыкавую форму, вы павінны быць у стане зрабіць форму для ліцця пад ціскам. Асноўнае адрозненне паміж імі заключаецца ў тым, што на ўтулцы падачы варот пластыкавай формы ўяўляе сабой тонкі канічны порт падачы, а дыяметр падачы адносна невялікі; Адтуліну падачы штампоўкі для ліцця пад ціскам адносна вялікі, канус цэнтральнай падачы, а дыяметр канала падачы значна большы, чым у пластыкавай формы. Іншы канал падачы - гэта прамы круглы рукав дыяметрам 30 або 40 мм, які недаступны ў пластыкавых формах. Акрамя таго, пластыкавыя формы і формы для ліцця пад ціскам вырабляюцца з розных сталей; Пластыкавыя формы звычайна выкарыстоўваюць сталь 45#, T8, T10 і іншую сталь, у той час як формы для ліцця пад ціскам у асноўным выкарыстоўваюць тэрмаўстойлівую сталь, такую як 3Cr2W8V.
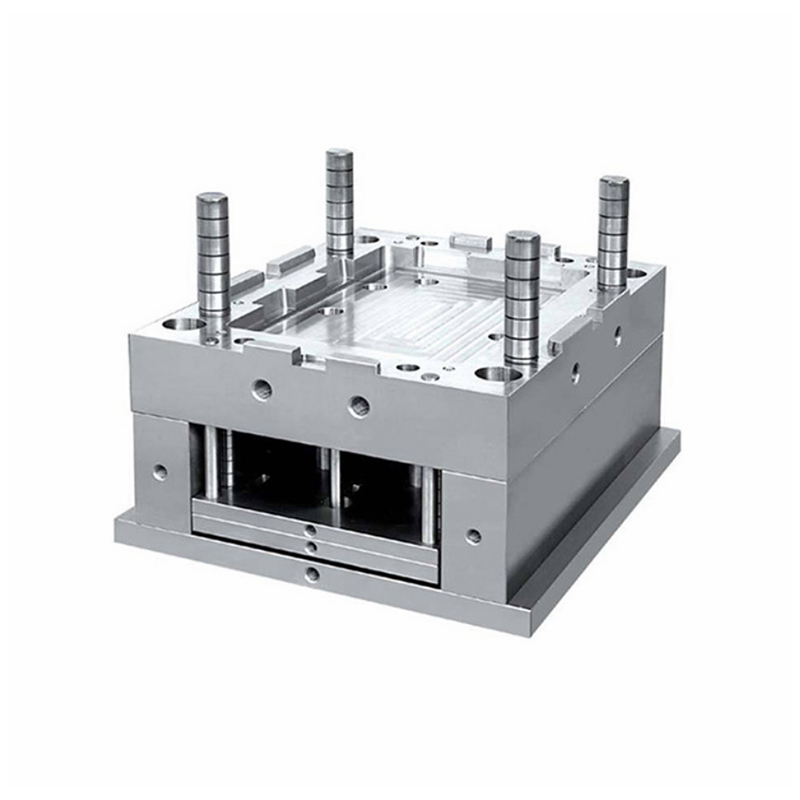
1. Ціск упырску ліцця пад ціскам вялікі, таму шаблон павінен быць адносна тоўстым, каб прадухіліць дэфармацыю.
2. Ворота формы для ліцця пад ціскам адрозніваюцца ад прэс-формы, таму шунтирующий конус павінен быць зроблены, каб раскласці высокі ціск матэрыяльнага патоку.
3. Асяродак штампоўкі для ліцця пад ціскам не патрабуе загартоўкі, таму што падчас ліцця пад ціскам тэмпература ў паражніны плашчакі перавышае 700 ° C. Такім чынам, кожнае ліццё эквівалентна загартванню адзін раз, і паражніну прэс-формы будзе станавіцца ўсё цвярдзей і цвярдзей, у той час як агульная ліццёвая форма павінна быць загартавана вышэй за hrc52.
4. Як правіла, паражніну для ліцця пад ціскам падвяргаюць азотаванню, каб прадухіліць прыліпанне сплаву да паражніны штампа.
5. Як правіла, карозія ліцця пад ціскам адносна вялікая, а знешняя паверхня, як правіла, вороненая.
6. У параўнанні з прэс-формай для ліцця пад ціскам зазор рухомай часткі ліцця пад ціскам (напрыклад, паўзунок для выцягвання стрыжня) большы, таму што высокая тэмпература ў працэсе ліцця пад ціскам выкліча цеплавое пашырэнне. Калі зазор занадта малы, форма затрымаецца.
7. Патрабаванні да адпаведнасці паверхні падзелу ліцця пад ціскам вышэй, таму што цякучасць сплаву нашмат лепш, чым у пластыка. Вельмі небяспечна вылятанне патоку матэрыялу з высокай тэмпературай і высокім ціскам з паверхні падзелу.
8. Як правіла, прэс-форму можна вентыляваць напарсткам і паверхняй падзелу. Форма для ліцця пад ціскам павінна быць забяспечана выцяжной шчылінай і мяшком для збору дзындры (галоўка для збору халоднага матэрыялу).
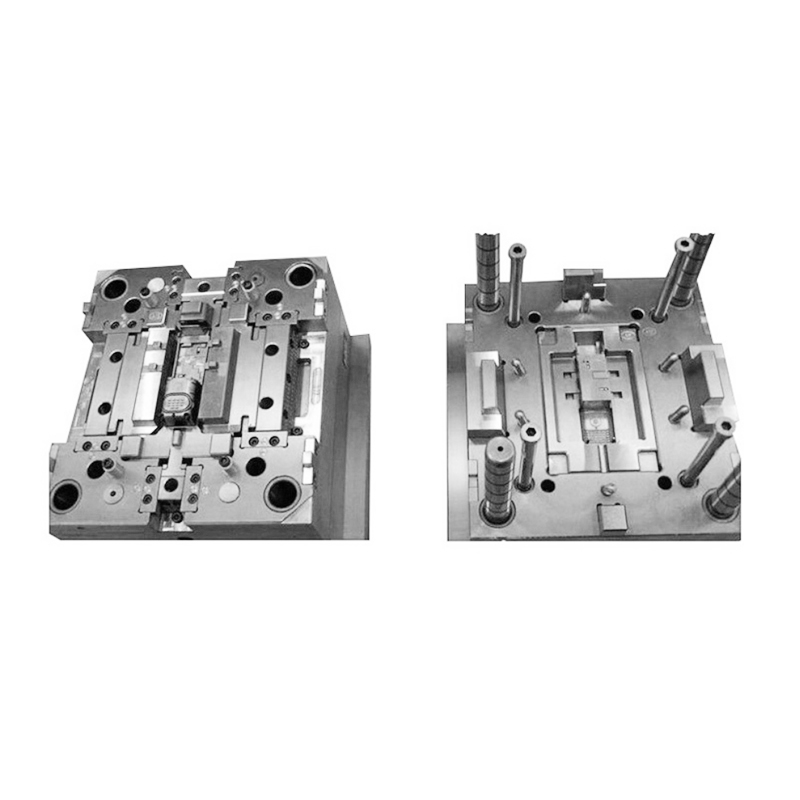
9. Ліццё непаслядоўна, хуткасць ўпырску ліцця пад ціскам хуткая, і ціск упырску адной секцыі высокі. Пластыкавыя формы звычайна ўводзяць у некалькі секцый для падтрымання ціску.
10. Форма для ліцця пад ціскам - гэта форма з дзвюма пласцінамі (я не бачыў пакуль што формы для ліцця пад ціскам з трох пласцін). Структура прадукту розных пластыкавых формаў розная. 3. Пласціністая пласцінка звычайная, час адкрыцця і паслядоўнасць супастаўляюцца з структурай пласціны. Наша штампоўка для ліцця пад ціскам звычайна не выкарыстоўвае квадратны напарсток, цыліндр і нахільны штыфт (высокая тэмпература і добрая цякучасць раствора), якія лёгка захрасаюць, што прыводзіць да нестабільнай вытворчасці штампаў. Акрамя таго, пластыкавыя формы і формы для ліцця пад ціскам вырабляюцца з розных сталей; У пластыкавых формах звычайна выкарыстоўваецца сталь 45#, T8, T10 і іншая сталь, у той час як формы для ліцця пад ціскам у асноўным выкарыстоўваюць тэрмаўстойлівую сталь, такую як 3Cr2W8V.
Ningbo Fuerd была заснавана ў 1987 годзе і вядзе поўны спектр паслуг ліццё пад ціскам, ліццё з алюмінія, ліццё пад цынкам, Гравітацыйны ліццё вытворца. Мы з'яўляемся пастаўшчыком рашэнняў, якія прапануюць шырокі спектр магчымасцей і паслуг, якія ўключаюць інжынерную падтрымку, праектаванне, Формы, складаны ЧПУ, насычэнне, абсыпанне, хром, парашковае нанясенне пакрыцця, паліроўка, зборка і іншыя аддзелачныя паслугі. Мы будзем працаваць з вамі як партнёры, а не толькі пастаўшчыкі.