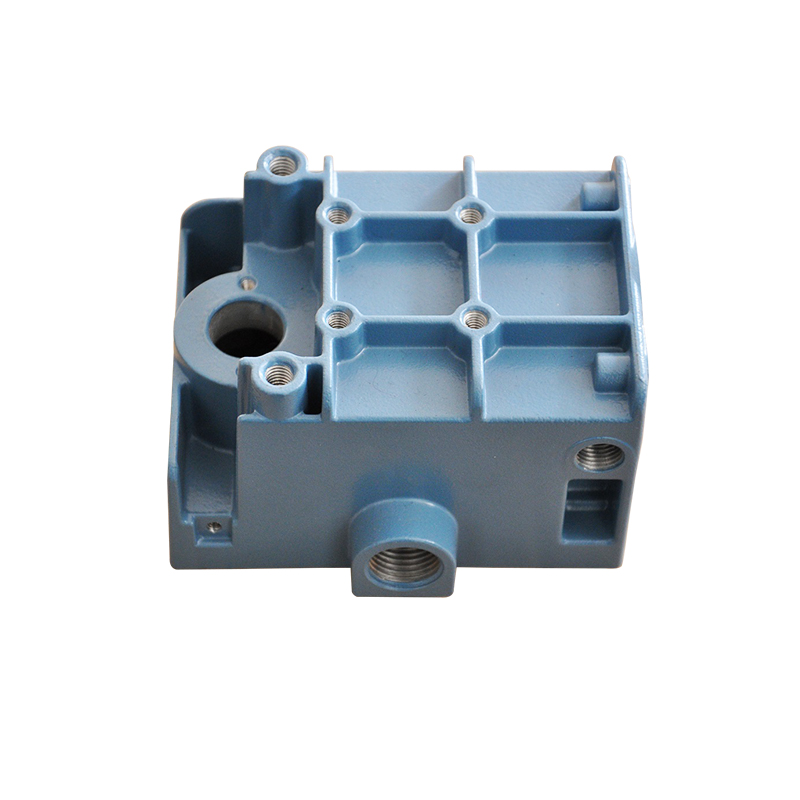
У працэсе вытворчасці ліцця пад ціскам фармуюцца ўмовы
ліццё пад ціскам дэталі надзвычай дрэнныя, яны падвяргаюцца паўторным уздзеянням механічнай эрозіі, хімічнай эрозіі і тэрмічнай стомленасці.
1) Расплаўлены метал паступае ў паражніну формы пад высокім ціскам і высокай хуткасцю, што выклікае інтэнсіўнае трэнне і ўздзеянне на паверхню паражніны формы, выклікаючы эрозію і знос на паверхні формы.
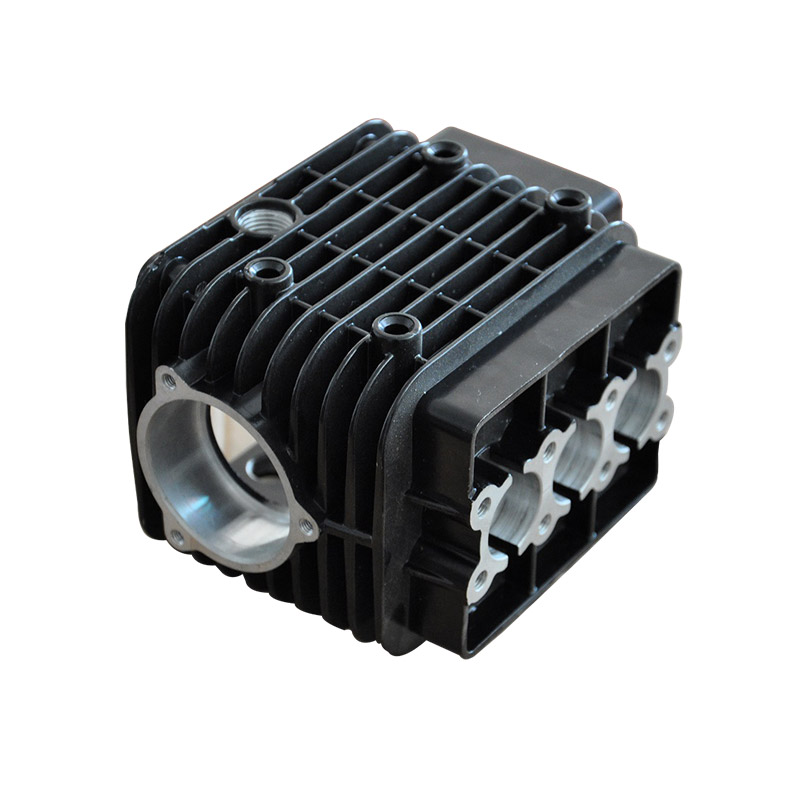
2) Непазбежна, што ў працэсе залівання расплаўлены метал патрапіць у расплаўлены метал. Расплаўлены дзындра аказвае складанае хімічнае ўздзеянне на паверхню сфармаваных частак. Злучэнне алюмінія і жалеза, як клін, паскарае адукацыю і развіццё расколін у штампе для ліцця пад ціскам.
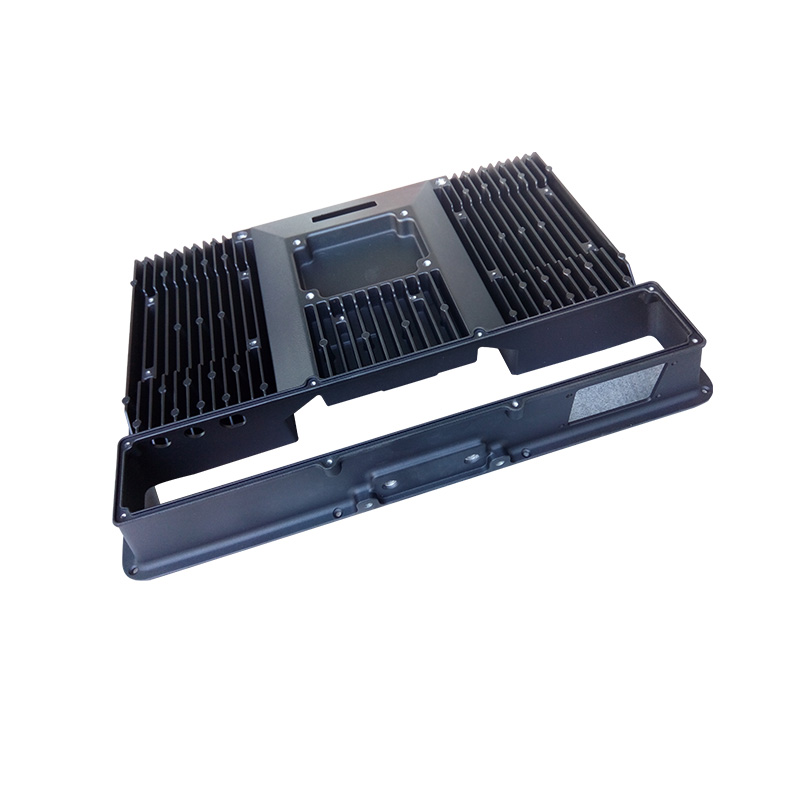
3) Цеплавое напружанне з'яўляецца асноўнай прычынай паверхневых расколін дэталяў, якія ліюцца пад ціскам. У кожным працэсе вытворчасці дэталяў для ліцця пад ціскам, акрамя хуткай і эрозіі вадкага металу пад высокім ціскам, паверхня сфармаваных дэталяў таксама паглынае цяпло, якое выдзяляецца металам у працэсе застывання, што прыводзіць да цеплаабмену. Акрамя таго, з -за цеплаправоднасці матэрыялу матрыцы рэзка павышаецца тэмпература павярхоўнага пласта сфармаванай часткі, што прыводзіць да вялікай розніцы тэмператур паміж павярхоўным пластом і ўнутраным пластом, у выніку чаго ўзнікае ўнутранае напружанне. Калі вадкі метал запаўняе паражніну, павярхоўны пласт паражніны спачатку дасягае высокай тэмпературы і пашыраецца, у той час як тэмпература ўнутранага пласта нізкая, а адноснае пашырэнне невялікае, што прымушае павярхоўны пласт вырабляць напружанне сціскання. Пасля адкрыцця формы паверхня формы формы кантактуе з паветрам і астуджаецца сціснутым паветрам і пакрыццём, што прыводзіць да расцяжэння. Гэты выгляд пераменнага напружання павялічваецца з бесперапынным вытворчасцю. Калі ён перавышае мяжу стомленасці матэрыялу матрыцы, на паверхні пласта матрыцы адбудзецца пластычная дэфармацыя, што прывядзе да расколін.
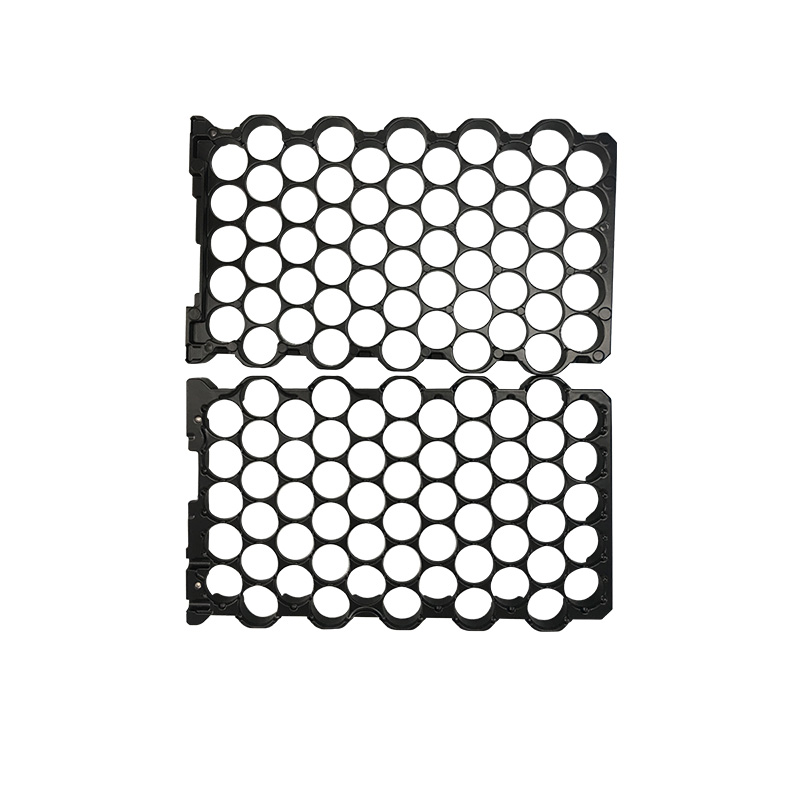
Каб захаваць трываласць паверхні, паверхня павінна мець устойлівасць да тэрмічнай стомленасці, зносаўстойлівасць, не прыліпае і лёгка здымаецца. Такім чынам, матэрыял 4Cr5MoSiV1 (H13) выкарыстоўваецца для вытворчасці фармовачных дэталяў.

Ningbo Fuerd была заснавана ў 1987 годзе і вядзе поўны спектр паслуг
ліццё пад ціскам,
ліццё з алюмінія,
ліццё пад цынкам,
Гравітацыйны ліццё вытворца. Мы з'яўляемся пастаўшчыком рашэнняў, якія прапануюць шырокі спектр магчымасцей і паслуг, якія ўключаюць інжынерную падтрымку,
праектаванне,
Формы, складаны
ЧПУ, насычэнне, абсыпанне, хром, парашковае нанясенне пакрыцця, паліроўка, зборка і іншыя аддзелачныя паслугі. Мы будзем працаваць з вамі як партнёры, а не толькі пастаўшчыкі.
- Поўны спектр ліцця і апрацоўкі з 1987 года
- машына для ліцця пад ціскам ад 180 да 4400 тон
- 1500+ камплект адліўных дэталяў, якія экспартуюцца за мяжу
- Даверылі лепшыя брэнды ў аўтамабільнай і медыцынскай прамысловасці
- Сертыфікаваны завод IATF 16949
- Знакаміты "Горад ліцця пад ціскам у Кітаі"
- Добра падрыхтаваны персанал эфектыўна падтрымае вас ад запыту да адгрузкі.
NINGBO FUERD МЕХАНІЧНАЕ ЛТД
Вэб-сайт: https://www.fuerd.com